به مجموعه عملياتي كه با تشكيل يك لايه نازك اكسيدي بر روي قطعات آلومينيومي باعث افزايش سختي، مقاومت در برابر خوردگي، ايجاد نماي تزئيني و تغيير برخي از خصوصيات فيزيكي آنها ميگردد، آنودایزینگ یا آبکاری اطلاق ميشود.
مكانيزم كلي عمل بدين صورت است كه جريان مستقيم برق از مايع الكتروليت مناسبي ميگذرد كه در آن آلومينيوم آند بوده و فلز مناسب ديگري كاتد ميباشد. در اين صورت بر سطح آلومينيوم لايه نازكي از اكسيد ايجاد ميگردد كه ضخامت آن به عوامل گوناگوني بستگي دارد. آلومينيوم در شرايط معمولي به راحتی اكسيد ميشود بطوري كه در مجاورت هوا، لايهاي از اكسيد به ضخامت 0.01 ميكرون بر روي سطوح قطعات آلومينيومي تشكيل ميگردد كه وظيفه حفاظت از سطح فلز را در محيط برعهده دارد اما برتري و مزيت اكسيد ايجاد شده در روش آندايزينگ یا همان آبکاری نسبت به شرايط طبيعي مقاومت بيشتر آن در مقابل خوردگي است.
برخی از دلایل آبکاری یا آنودایزینگ قطعات و سطوح آلومينيومي :
الف) افزايش مقاومت در مقابل خوردگي.
ب) افزايش قدرت چسبندگي رنگ به سطح آلومینیوم
ج) ايجاد نماي ظاهري مناسب جهت دكوراسيون و تزئينات.
د) عايق كاري.
و) كاربرد در صنايع فتوگراف و ليتوگراف.
ز) افزايش قابليت تابش و انتشار حرارت.
ح) افزايش مقاومت سايشي.
ط) رديابي و كنترل درزهاي سطحي.
روشهاي متداول آبکاري
با توجه به نياز صنايع و براساس استانداردهاي جهاني، پوششها بر اساس يکي از روشهاي ذيل بر روي قطعه ايجاد ميشوند:
آبکاريهاي الکتريکي (Electroplating) : آهن، اينديم، برنج، پالاديم، پلاتين، سرب، روديم، روي و آلياژهاي آن، طلا و آلياژهاي آن، قلع و آلياژهاي آن، کادميم، کرم، مس، نقره، نيکل
آبکاري به روش غوطهوري گرم (Plating Hot dip) : آلومينيوم، روي، سرب، قلع
آبکاري موضعي یا قلمي (Selective Plating)
آبکاري در خلأ (Vacuum Plating)
آبکاري تماسي (Contact Plating)
الکترولاک (Electro- lacquering)
رنگآميزي الکتريکي (Electropainting)
پوشش پودري (Powder Coating)
قطعه سازي الکتروليتي (Electroforming)
پوشش دهي مکانيکي (Mechanical Plating)
آبکاري نفوذي (Diffusion Coating)
اطلس تک با سابقه چندین سال در آنودایزینگ، برای پوشش پروفیلهای آلومینیومی تهویه مطبوع، به منظور تولید و عرضه محصولات خود با بهترین کیفیت جهت کسب رضایت شما مشتری گرامی، از آنودایز نقرهای استفاده میکند.
در حال حاضر طراحی و ساخت قالبهای پلاستیک، دایکاست، اکستروژن و مهندسی معکوس قطعات صنعتی در واحد فنی شرکت صورت میگیرد، بخشی از محصولات مرتبط با قالبهای اکستروژن، دایکاست و پلاستیک جهت فروش دراطلس تک بابت یراق آلات دستگاههای هواساز استفاده میگردد؛ بخش دیگر محصولات جهت سفارشات اختصاصی مشتریان ساخته شده است که به شرح زیر است:
ایرواشر یا قطره گیر در هواسازها جهت رطوبت زنی یا رطوبت گیری، سرد کردن هوا و یا پاکسازی هوا از گرد و غبار، استفاده میشود که با پودر کردن آب توسط یک سری نازل یا افشانک قرار گرفته درون قطرهگیر، فرآیند پاکسازی صورت میگیرد. در تابستان ضمن کمک به کاهش گرد و غبار ورودی به فضای مورد نظر، میتواند درجه حرارت هوا را نیز پایین آورد. ایرواشرهای مورد استفاده میتوانند از جنس آلومینیوم و هم PVC باشند، این پروفیلها باعث میشوند قطرات کوچک آب نیز از هم جدا شوند. در مونتاژ فریم قطره گیر، پروفیلهای قطره گیر روی شانه قطره گیر قرار میگیرند و از جنس الترامید میباشد. همچنین فریم کناری نیز میتواند آلومینیومی و فلزی باشد که توسط خود شما، مشتری گرامی، انتخاب میگردد.
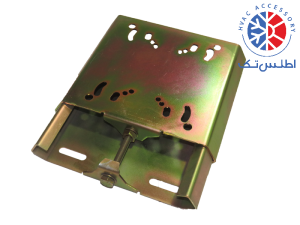
پایه موتورهای جدید شرکت اطلس تک، جهت سهولت نصب بهتر پایه موتور و برای حذف جوشکاری سازه فلزی و به جای ثابت کردن فریم آن استفاده میشود. در ساخت پایه موتورها از بهترین ورقهای موجود در بازار استفاده شده است که برای ساخت سایز کوچک و متوسط از ورق به ضخامت 3mm و برای سایز بزرگ آنها از ورق 4mm استفاده میشود که پس از جوشکاری و مونتاژ، آبکاری خواهند شد. جهت مونتاژ، پایهها را روی پروفیل ریل پایه موتور، توسط مهره، سوار میکنیم و سپس فریم اصلی پایه موتور و پایهها را به هم متصل میکنیم تا به سادگی ریل، پایه موتور و موتور با یکدیگر مرتبط شوند. سبک مونتاژ این پایه موتورها بسیار آسان میباشد و قابلیت رگلاژ در راستای طولی را دارا میباشد تا به راحتی تسمه رو پولی موتور قرار گیرد. مهم ترین تغییراینها نسبت به پایه موتورهای قدیمی، افزایش ظرفیت تحمل سایز پایه موتورها میباشد به طوری که :
در مجموع این پایه موتورها بسیار مقرون به صرفه میباشد زیرا برای موتورهای با ظرفیت بیشتر مورد استفاده قرار میگیرند؛ همچنین وزن بالاتر پایه ها نسبت به مدل قدیمی باعث شده استحکام بیشتر و طول عمر بیشتری داشته باشند و همچنین به دلیل کشویی جا رفتن صفحات بالا و پایین پایه موتورها، باعث میشود لرزش و ارتعاش کمتری نسبت به پایه موتور قدیمی داشته باشند.
مشتریان محترم می توانند طبق نقشه و جدول پیوست ابعاد مناسب پایه موتور خود انتخاب کنند.
1. جهت برش پره دمپر آپوزیت میبایست طول دمپر را به میزان 2+(35+5)*2 میلیمتر کسر نماییم.
2. ابعاد برش کفی برابر با طول خارجی دمپر و به تعداد دوعدد میباشد.
3.جهت برش بغل دمپر و ستون دمپر ارتفاع خارجی دمپر را به میزان (2*25+1) میلیمتر کسر میکنیم.
4.لازم به ذکر است که دو رقم آخر ارتفاع استاندارد دمپر میبایست عدد 60 میلیمتر را دارا باشد؛ بطور مثال برای دمپر با سه و چهار ردیف پره، ارتفاع استاندارد برابر است با : 360=60+100*3 و 460=60+100*4
5.در صورت ابعاد خارج از استاندارد ارتفاع دمپر، مشتریان میتوانند توسط نبشی و یا ناودانی که در لبههای کفی دمپر پیچ یا پرچ میشود به ارتفاع دلخواه خود دست یابند.
6.نکته بسیار مهم این است که در سایز طولی برای ساخت دمپر آپوزیت محدودیتی وجود ندارد.
7.سوراخکاری قسمت دستگیره نیز باید قبل از مونتاژ روی بغلی صورت گیرد که محل آن بستگی به محل دستگیره دارد، مثلا در هر شماره ردیفی که پره روبروی دستگیره باشد شماره ردیف را در 10 ضرب کرده و منهای 5 میلیمتر میکنیم و سوراخی به قطر 22 میلیمتر در بغلی ایجاد میکنیم.
8.محل سوراخکاری ستون دمپر جهت عبور پین در دمپرهای دوبل نیز به مانند بغلی دمپر میباشد.
نحوه مونتاژ
در دمپرهای آپوزیت قسمت کوچک کفی پایین همیشه روبروی مونتاژکار قرار میگیرد، جلوی دمپر نام دارد و در دمپرهای ردیف فرد همیشه کفی بالا و پایین در راستای هم هستند و قسمت جلوی کفیها قسمت کوچک میباشد؛ از طرفی در دمپرهای ردیف زوج قسمت بالای کفی مخالف قسمت پایین کفی میباشد.
ابتدا در شروع مونتاژ، پرههای دمپر را با تی پی وی (TPV) سر پره، نوار دوجزئی دمپر، کشویی،گردی پین و چرخدنده پین مونتاژ کرده و سپس بصورت جداگانه آماده نصب روی بغلی دمپر میکنیم به این صورت که چرخدنده در طرف دستگیره و گردی در طرف دیگر مونتاژ میشود.
در مونتاژ چرخدنده پین روی پرهها، میبایست شمارههای 1 و 2 چرخدنده بصورت پشت سرهمی و به ترتیب روی یکدیگر مونتاژ شوند.
تنها یک سمت پره، که محل قرارگیری دستگیره میباشد، را با چرخدندههای قدیمی بدون پین میبندیم و یا با برش قسمت پیندار چرخدندههای جدید، آن را مونتاژ میکنیم.
سپس با یک عدد کفی و دو عدد بغلی فریم اصلی دمپر را میسازیم.
در داخل دمپرهای قدیمی، خلاصی گیر قرار میگرفت که در بالا و پایین کشوییها نصب میشد ولی در طراحی قطعات جدید و مونتاژ جدید به علت نری مادگی بودن کشوییها میبایست کشوییهای پایینی و بالایی هر کنج را برعکس کرده و با چرخش 180 درجهای روی کشوییهای دیگر مونتاژ کرد. بدین صورت لبه نری کشوییها از بالا و پایین بیرون زده و نقش خلاصی گیر را ایفا کند و خلا گوشههای باکس دمپر را پر میکند.
اینک پرهها را به همراه متعلقات، بصورت کشویی از بالا به سمت پایین بغلی هدایت میکنیم.
پس از نصب تمام متعلقات دمپر در مرحله نهایی از نحوه صحیح باز و بسته شدن دمپر اطمینان حاصل کرده و سپس پروفیل کفی دمپر قسمت بالا نصب میگردد.
برای دمپرهای با طول حدود 1400 میلیمتر، تعداد پره 6 عدد به بالا و دمپرهای با مساحت یک متر مربع به بالا بهتر است از دمپر دوبل استفاده کرد. بدین معنی که وسط تیغهها ستون قرار میگیرد تا وزن، روی پرهها پخش گردد. در این صورت میتوان با دستگیره به راحتی پرهها را باز و بسته کرد. بدین منظور در راستای پره محل دستگیره، در دو سر کناره ستون باید پین ستون دمپر قرار داد تا دو قسمت دمپر دوبل با یکدیگر مرتبط شوند. در هنگام جازدن پین ستون دمپر میبایست از گردی قدیمی و یا از گردیهای جدید بدون پین استفاده کرد تا پین فلزی، فضا جهت جا رفتن در پره دمپر را داشته باشد.
در دمپرهای دوبل بزرگ میتوان جهت باز و بسته شدن آسانتر پرهها از دو دستگیره در دمپر استفاده کرد که در این حالت دیگر نیازی به پین وسط دمپر نمیباشد و ناحیهها از یکدیگر مستقل میشوند.
دستگیره
پس از مونتاژ کامل پرهها روی فریم اصلی دمپر آپوزیت، آماده نصب دستگیره آن میشویم. در صورتیکه در جلوی دمپر که محل ورود هوای تازه میباشد قرار بگیریم (توجه داشته باشید که شیار تیغهها از بالا نباید مشخص باشد) دستگیره هر سمتی باشد، نوع چپ یا راست بودن دمپر آپوزیت را مشخص میکند.
بهتر است محل قرارگیری دستگیره در دمپرهای پره فرد، وسط تیغه وسط باشد و در دمپرهای ردیف زوج دستگیره 5 سانتی متر بالاتر از وسط دمپر قرار گیرد.
نوار هوابند
کفیهای دمپر نیز بسته به قرارگیری نوار دمپر پرهها نیاز به قراردادن نوار هوابند جهت هوابندی دارد. نوار دمپر از کفی پایین قسمت شیار پشت شروع میشود و قسمتهای بالای پرهها را نوار میبندیم. پره بالایی را میتوان بدلیل تداخل نوار روی کفی بالایی بدون نوار مونتاژ کرد.
کنترلنهایی
پس از اتمام مونتاژ دمپر آپوزیت ابتدا از لحاظ ابعادی دمپر چک میگردد و تا حدود 2 میلیمتر تلورانس برای ابعاد خارجی عرض و ارتفاع دمپر قابل تصور است.
همچنین سادگی باز و بست شدن دستگیره و پرههای دمپر مهم میباشد که در صورت بزرگ بودن ابعادی دمپر آپوزیت میتوان از دستگیره آلومینیومی بجای دستگیره الترامیدی استفاده کرد.
این مدل دمپر بدلیل عدم هوابند بودن کامل در کلاسهای ضد حریق و ضد دود، تنها میبایست ازجهت باز نبودن بیش از حد فاصله بین پرهها مورد توجه قرار گیرد.
ابعاد داخلی : با توجه به عرض پروفیل پره دمپر که 100 میلیمتر میباشد، ارتفاع دمپر برابر با تعداد پره درخواستی ضربدر 100 میلیمتر است که با خلاصی گیر بالا و پایین، که هر کدام 5 میلیمتر میباشند، در مجموع ارتفاع دمپر برابر تعداد پره درخواستی ضربدر 100 میلیمتر بعلاوه 10 میلیمتر میشود.
ابعاد خارجی : با احتساب عرض 25 میلیمتری پروفیل کفی دمپر، که در بالا و پایین دمپر قرار میگیرد، ابعاد خارجی دمپر برابر ارتفاع دمپر، ابعاد داخلی، به علاوه 50 میلیمتر میشود .
برای مثال در دمپر 6 پره ابعاد داخلی دمپر 610 و ابعاد خارجی دمپر 660 میلیمتر خواهد شد .
همچنین در راستای طولی هیچگونه محدودیتی در ساخت دمپر وجود ندارد و سایز داخلی دمپر در راستای طول برابر با سایز خارجی دمپر منهای 70 میلیمتر که طول لبههای پروفیل و دو عدد بغلی دمپر میباشد.